

 Hogar
Hogar




Doblado ovalado rectangular redondo cuadrado de aluminio de la tubería del tubo del tubo de Custiom
Información básica
| Aleación | Aleación |
| Acabado de superficies | oxidación anódica |
| Ingrediente de aleación | 6063 |
| Certificación | CE RoHS |
| Perfil de aluminio pulido | Pulido químico |
| Paquete de transporte | Caja de cartón |
| Especificación | personalizado |
| Marca comercial | ALUT |
| Origen | Guangdong, China |
| Código hs | 76042990 |
Descripción del Producto
Doblado de tubos y tuberías de aluminio
Este artículo contiene toda la información que necesita saber sobre el doblado de tubos. Lea más y aprenda más sobre:
- ¿Qué es el doblado de tubos?
- Terminologías utilizadas en el Doblado de Tubos
- Mecánica de doblado de tubos
- Tipos de doblado de tubos

Capítulo uno: ¿Qué es el doblado de tubos?
El doblado de tubos es uno de los métodos de fabricación utilizados para formar tubos de forma permanente doblándolos. En muchas circunstancias, los tubos doblados son más útiles que en su forma recta. Los tubos doblados son una parte integral de muchos instrumentos, como trombones, barandas de escaleras, manijas, marcos de muebles, piezas de automóviles, equipos de aire acondicionado y mucho más. Los accesorios para tuberías y tubos tienen forma de tubos doblados que se utilizan para cambiar la dirección de los conductos de fluidos y gases en sistemas de escape, líneas hidráulicas, tuberías, etc.
La formación se puede realizar utilizando técnicas de doblado de tubos en frío o en caliente. Este último utiliza energía térmica y se realiza a una temperatura mucho más alta que la temperatura ambiente. Al comienzo de una operación de doblado, siempre se fija en dos puntos y luego un troquel giratorio, un rodillo o una prensa fuerzan el doblado. El doblado del tubo puede ser de forma unida o de forma libre. El material del tubo experimenta una combinación de fuerzas de tracción y compresión a medida que la herramienta avanza hacia el tubo. El resultado de la flexión de tubos depende de varios factores, como el material de la tubería, las herramientas, la cantidad de presión aplicada, la lubricación y la geometría de flexión que se aplicará. La fabricación de tubos es un conjunto de procesos que se utilizan para fabricar una variedad de productos. y ensambles fuera del tubo recto. Aparte del doblado de tubos, otros procesos de fabricación incluyen corte y desbarbado, ranurado, entallado y soldadura.
Capítulo dos - Terminologías de doblado de tubos
Antes de seleccionar el troquel correcto para un tipo específico de doblado de tubos, es conveniente conocer la geometría de un codo. Las siguientes terminologías se utilizan en el doblado de tubos: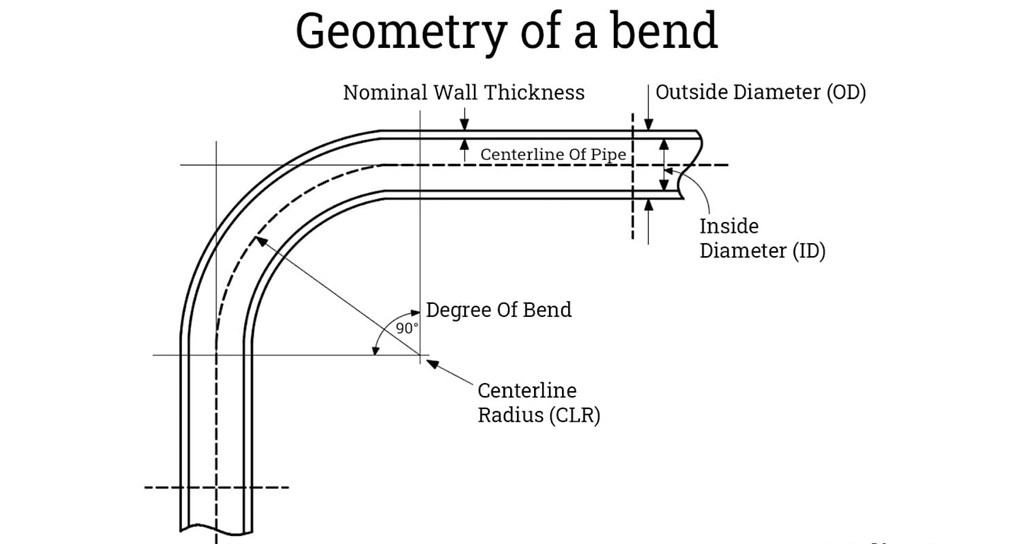
Diámetro interno. El diámetro interior es la distancia de los bordes más internos de la sección transversal del tubo que pasa por la línea central. Es del tamaño del orificio del tubo. Grosor de la pared. El espesor de pared es la diferencia entre los diámetros exterior e interior de un tubo. Es el ancho del material de la tubería, generalmente medido con calibradores para mayor precisión. El diámetro exterior y el grosor de la pared del tubo son las consideraciones más importantes al elegir un troquel para un método de doblado de tubos.
Grado de curvatura. El grado de curvatura es el ángulo formado al doblar el tubo que se mide en grados. Es la "agudeza" de la curva; los tubos formados con ángulos de curvatura más pequeños tienen curvaturas moldeadoras. El ángulo complementario del grado de curvatura se denomina ángulo de curvatura.Diferencia entre tubos y tuberías
Ambos parecen casi iguales, y ambos pueden ser sometidos a la misma técnica de doblado, pero también es fundamental diferenciar tubos y tuberías. Los dos términos a menudo se usan indistintamente. Los tubos son un término general para una sección hueca redonda, cuadrada, rectangular u ovalada, y generalmente se utilizan para aplicaciones mecánicas y estructurales, equipos de presión y sistemas de instrumentación. Las tuberías, por otro lado, se utilizan para transportar fluidos y se utilizan en todos los procesos y líneas de servicios públicos. Los tamaños de tubería están representados por su tamaño nominal de tubería (NPS) y número de programa. NPS es un conjunto de estándares de América del Norte para designar diámetros y espesores de pared de tuberías utilizadas para presiones y temperaturas altas o bajas. El número de programa es un valor adimensional que se refiere al espesor de pared de una tubería. Los tamaños de los tubos, por otro lado, están representados por el diámetro exterior y el espesor de la pared se expresa en Birmingham Wire Gauge (BWG).
Capítulo tres - Mecánica del doblado de tubos
Hay varios cambios físicos por área que experimenta el tubo durante la flexión, según la técnica de flexión utilizada y las propiedades del material de la tubería. El lado interior de la curva recibe fuerzas de compresión, lo que da como resultado el arrugamiento y el engrosamiento de la pared.
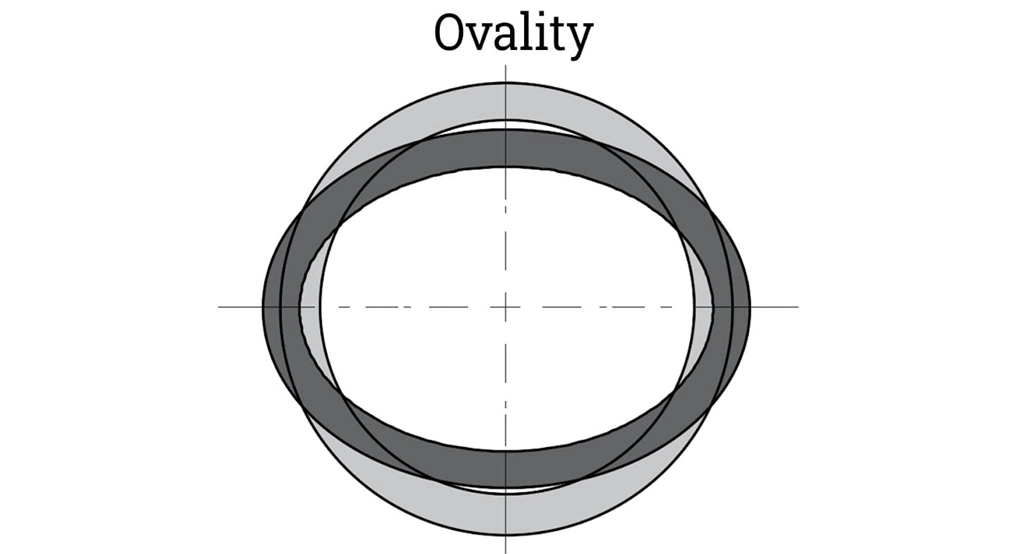
La sección transversal del tubo experimenta un fenómeno llamado ovalidad. La ovalidad es la distorsión de la sección transversal del tubo de la forma redonda original después de doblarse. Es el resultado de fuerzas desequilibradas que actúan sobre la curva, especialmente cuando el interior del tubo no está soportado. La ovalidad del tubo es aceptable en algunas aplicaciones, pero algunas industrias requieren dimensiones precisas de la curva donde se debe controlar la ovalidad.
El factor de pared es el espesor relativo de la pared. Es la relación entre el diámetro exterior del tubo y el espesor de su pared. El valor resultante determina si un tubo tiene "paredes gruesas" o "paredes delgadas".
El factor de pared se utiliza para evaluar la dificultad de realizar cualquier tipo de curva. Los tubos con factores de pared más bajos son más fáciles de doblar porque se requiere menos material para estirar. Los tubos con factores de pared más altos requieren matrices y mandriles más sofisticados para soportar el tubo.D de la curva. La "D de la curva" es un término técnico utilizado por los fabricantes de tubos que se refiere a la relación entre el CLR de la curva y el diámetro exterior del tubo. Este valor indica la dificultad del tubo para formar radios estrechos. Cuanto mayor sea la D de la curva, más fácil será formar curvas con radios más estrechos. En una curva ideal sin soporte, el tubo debe tener una combinación de factor de pared bajo y D alta de la curva. De lo contrario, puede resultar en una curva de tono plano. Esto se produce cuando la pared exterior de la curva se derrumba porque no tiene el grosor suficiente para sostenerse. El alargamiento se refiere a la medida en que un material puede estirarse antes de que ocurra una fractura. Cuanto mayor sea la D de la curva, más material se requerirá para estirarla y producir curvas con un radio más cerrado. El alargamiento no solo depende de la D de la curvatura, sino también de las propiedades del material (es decir, el acero inoxidable tiene un mayor porcentaje de alargamiento que el acero dulce).
Primavera de nuevo. Cuando un tubo se dobla hasta cierto punto, tiende a volver a su forma plana original, lo que da como resultado un ángulo de curvatura ligeramente más pequeño. Luego, el operador "doblará en exceso" ligeramente para compensar la diferencia angular del tubo para alcanzar el ángulo de curvatura deseado. Esta ocurrencia en el doblado de tubos se llama recuperación elástica y está afectando la precisión del proceso de fabricación de tubos. Cuando se forma una curva en un tubo, en consecuencia forma una densidad molecular desigual debido al encogimiento y estiramiento del material. La región interna de la curva se comprime mientras que la región externa se estira. Las fuerzas de tracción en la región estirada son mayores que las fuerzas de compresión, y esto hace que el material vuelva a su posición plana.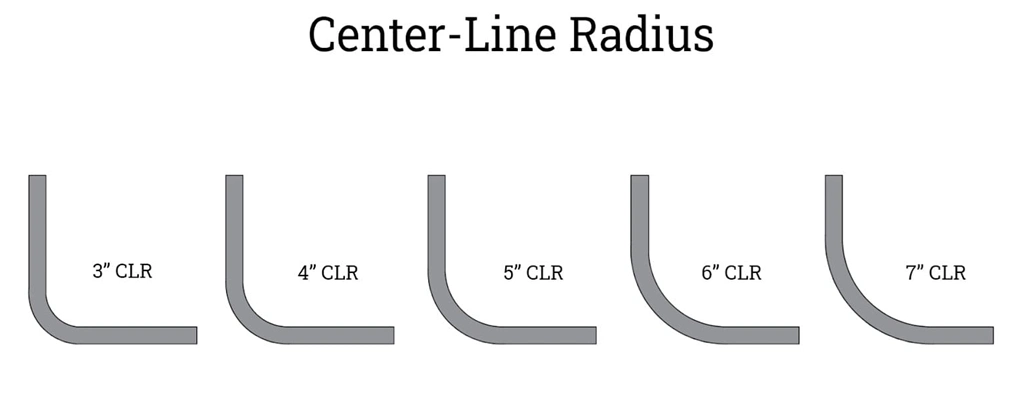
La recuperación elástica está influenciada por varios factores, como la rigidez del material, la resistencia a la tracción y el grosor de la pared, el tipo de herramienta y la técnica de doblado utilizada. Los materiales más duros y el CLR más pequeño producen una mayor recuperación elástica. El ángulo de curvatura siempre aumenta con un factor de recuperación elástica que se deriva de realizar varias curvas de prueba. El factor de recuperación elástica no es constante para todos los materiales y cambia para diferentes espesores de pared y diámetros.
Capítulo cuatro - Tipos de doblado de tubos
Las técnicas de doblado de tubos pueden ser dobladas de forma limitada o de forma libre. En el doblado con encofrado, el conformado depende de la geometría del troquel, como el doblado en prensa y el doblado rotativo. En el doblado de forma libre, el conformado depende del movimiento del tubo a través de la herramienta, como el doblado con rodillos. Las técnicas de doblado de tubos también pueden clasificarse como doblado de tubos fríos o doblado de tubos calientes. El doblado de tubos en frío se realiza a temperatura ambiente. Las técnicas más comunes de doblado de tubos en frío son las siguientes:
Prensa de flexión
El doblado a presión es la técnica industrial de doblado de tubos más antigua. En este método, el tubo se fija en dos puntos y el ariete (o la matriz de curvatura) se fuerza contra el tubo para que se adapte a la forma de la curvatura. Las dimensiones externas del pistón cilíndrico dan las características del codo que se debe aplicar al tubo.
El plegado a presión es un método de plegado rápido para piezas simétricas y no requiere lubricación ni limpieza. Sin embargo, es difícil hacer un menor grado de curvatura utilizando este método. No ofrece soporte en el tubo internamente; por lo tanto, es propenso a la deformación en las curvaturas internas y externas. A menudo produce una sección transversal ovalada, según el grosor de la pared del tubo. Este método de doblado es difícil de controlar y solo se usa cuando no se requiere una sección transversal consistente.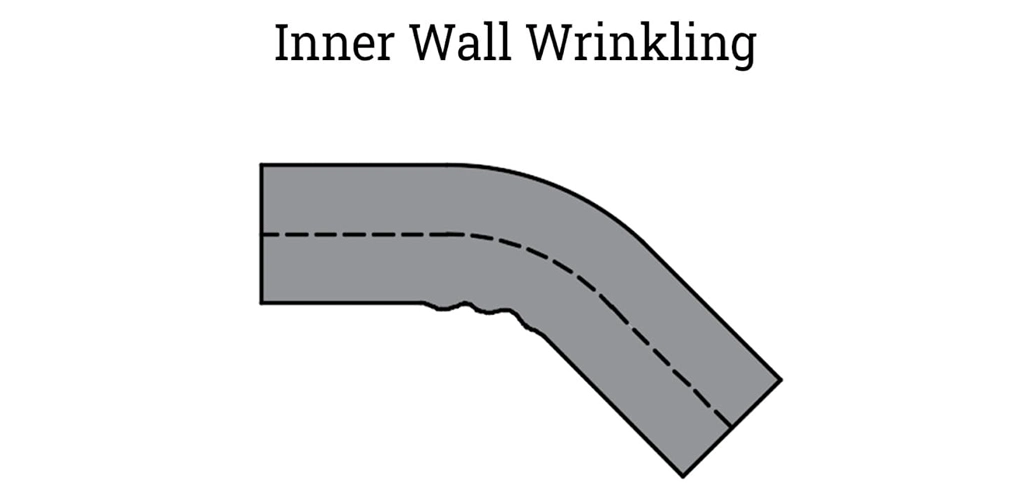
Doblado rotativo
El plegado rotativo es un método adecuado para crear plegados precisos con CLR constante y diámetro constante, dando una ovalización mínima. Algunas de las aplicaciones de esta técnica se encuentran en accesorios de tuberías, tubos de instrumentos, pasamanos, piezas automotrices y aeroespaciales. Este método también se utiliza para secciones huecas con diferentes formas de sección transversal (p. ej., cuadrada, ovalada). Se produce un doblez suave y estéticamente agradable con las herramientas adecuadas utilizadas para la aplicación.
Una herramienta de formación llamada troquel de curva determina el radio de la curva. Imparte la curvatura al tubo haciéndolo girar alrededor de su contorno. La rotación continúa hasta que se obtiene el ángulo de curvatura deseado. El troquel de abrazadera agarra el tubo en su diámetro exterior y lo sujeta al troquel de curvatura. Su función principal es asegurar el tubo durante la flexión. La mordaza y los troqueles de doblado giran como una sola pieza; el dado de sujeción girará en la dirección de la curvatura a medida que el dado de doblado gira para hacer el doblez. Luego se mueve hacia adentro y hacia afuera para permitir la alimentación del tubo. Se debe utilizar la presión de sujeción óptima durante el doblado. La presión de sujeción insuficiente puede hacer que el tubo se deslice; una presión de sujeción excesiva puede hacer que el tubo se arrugue o colapse. El cabezal limpiador se usa para evitar que se arrugue el radio interior del tubo cuando el mandril por sí solo no es suficiente. Se coloca detrás de la matriz de doblado con su punta en el punto tangente. Los dados limpiadores encuentran fuerza de fricción durante la flexión, por lo tanto, el material debe ser compatible desde el punto de vista operativo con el material de la tubería. El material inadecuado puede causar excoriación después de numerosos ciclos de doblado. Las matrices rascadoras de acero se utilizan para tubos de acero, aluminio, cobre y bronce. Las matrices de rascador de bronce y aluminio se utilizan para doblar tubos de acero inoxidable, titanio e Inconel. Para reducir la fricción, se utilizan matrices rascadoras de acero cromado duro. La matriz de presión se encuentra tangente a la matriz de curvatura y tiene dos funciones. Primero, proporciona una cantidad adecuada de fuerza para doblar el tubo y mantiene una presión constante en el punto de tangencia. Luego, empuja el tubo recto a medida que se desplaza alrededor de la curva con la ayuda de un troquel de presión para ayudar (o un refuerzo de troquel de presión). El reforzador de la matriz de presión aplica más fuerza de compresión para compensar el alargamiento encontrado por la pared exterior del tubo. La longitud de la matriz de presión depende del grado de flexión.
El mandril ofrece soporte interno al tubo durante el doblado para evitar que se colapse, se arrugue y se ovalice el tubo durante el doblado. Al igual que la matriz de limpieza, el material también es una consideración importante al elegir el mandril adecuado. Se presenta en varios tipos: Tapón mandril. Se utiliza para doblar tubos con paredes más gruesas o para doblar grandes CLR. Tapón de extremo formado. Este tipo es una variación del mandril macho en el que la punta está contorneada para coincidir con el radio de la curvatura para brindar más soporte interno. Tiene casi la misma aplicación que el mandril tapón. Mandril estándar. Este tipo es el más utilizado ya que crea una amplia gama de características de curvatura. Es uno de los mandriles flexibles que se flexiona a medida que se realiza el doblez. Consiste en una bola o se puede hacer a partir de unas pocas bolas unidas. Es el más duradero entre los mandriles flexibles ya que utiliza los eslabones más grandes. Mandril de pared delgada. También se conoce como mandril de paso cerrado. Se utiliza para tubos de paredes delgadas (factor de pared de 70 o más) y para crear curvas con radios estrechos. Los eslabones son más pequeños en comparación con un mandril estándar, lo que hace que el segmento de la bola esté más cerca entre sí, lo que brinda más apoyo al tubo de pared delgada. Mandril de pared ultradelgada. Este tipo se usa para tubos de pared muy delgada con un factor de pared de 200 o más, y para crear curvas con los radios más estrechos. Tiene los segmentos de bola más cercanos entre los mandriles flexibles. Tanto el mandril de pared ultradelgada como el mandril de pared delgada son generalmente más débiles por diseño, por lo tanto, no se debe intentar doblar tubos con paredes más gruesas, ya que estos tipos tienen más probabilidades de romperse.
Flexión por compresión
El doblado por compresión es más económico que el doblado por estirado rotativo debido a su configuración más sencilla. Sin embargo, se limita a secciones huecas circulares. La configuración no permite el uso de un mandril para soportar el diámetro interior y puede hacer que la superficie exterior se aplane ligeramente. No se puede usar para doblar tubos a un CLR pequeño porque el tubo puede romperse o pandearse. Este método se usa comúnmente para doblar piezas de trabajo simétricas y conductos eléctricos para aplicaciones estructurales.
Doblado de rollos
El método de doblado con rodillo se usa para crear codos con CLR grande para componentes de tubería grandes. Consta de dos rodillos giratorios estacionarios y un rodillo móvil que se coloca en un patrón triangular. Los rodillos estacionarios giran en dirección contraria al rodillo móvil. El radio de curvatura se forma gradualmente a medida que el tubo se mueve hacia adelante y hacia atrás sobre los rodillos giratorios. El método de curvado por rodillos se utiliza para piezas de trabajo en aplicaciones estructurales, sistemas de transferencia de polvo y mucho más. También se usa para doblar el tubo en espirales, ya que el operador puede colocar el tubo después de una revolución para producir una bobina continua.
Conclusión
El doblado de tubos es un proceso de fabricación utilizado para formar tubos de forma permanente. La curvatura resultante de la operación de doblado depende de las herramientas, la geometría de la curvatura, el material de la tubería y la lubricación. El material de la tubería experimenta una combinación de fuerzas de tracción y compresión durante la curvatura. El factor de pared y D de la curvatura son parámetros para evaluar la dificultad. para hacer una curvatura. La recuperación elástica es la tendencia de un tubo a volver a su posición plana original después de realizar la curvatura. Los métodos de curvado de tubos se pueden clasificar como doblado de forma unida o de forma libre, doblado en frío o en caliente. dependen de la geometría de la matriz. El doblado de forma libre produce dobleces que dependen del movimiento del tubo junto con las herramientas del equipo. Las técnicas de doblado de tubos en frío se realizan a temperatura ambiente, lo que incluye doblado en prensa, doblado por estirado giratorio y doblado por compresión. Las técnicas de doblado en caliente utilizan energía térmica para mejorar la deformación plástica, que incluye el doblado por inducción y el doblado de losas en caliente con relleno de arena.